Company Name: Auto Suspension Parts
Location: North India
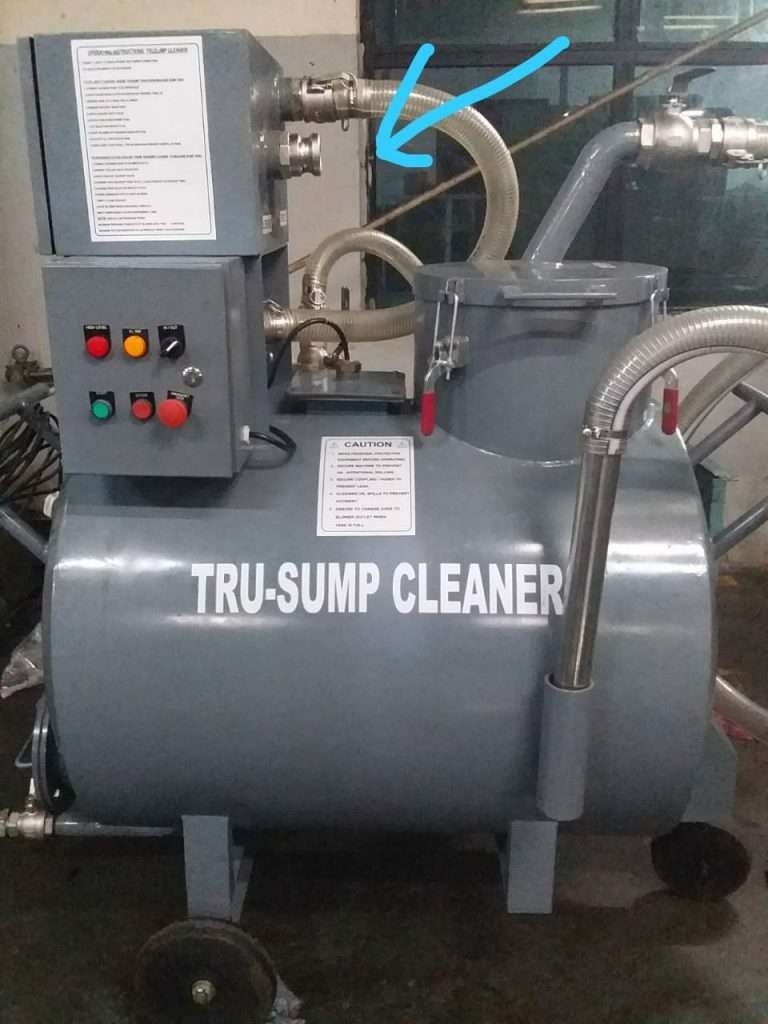
Product Installed: Coolant Sump cleaner
Water Based Coolant Sump Cleaning
Water-based coolant is a crucial component of any manufacturing process that involves metal cutting or grinding. It helps to reduce friction and heat, and prevent oxidation and corrosion, thereby extending the life of tools and workpieces. However, like any other fluid, water-based coolant also accumulates contaminants over time, including metal chips, oil, and bacteria. If left unattended, these contaminants can reduce the performance and efficiency of the coolant and even cause health problems for workers. That’s why it is essential to clean the coolant sump regularly.
Clean work place, means less clutter for people who work around and hence more output. For a machine shop, why has sump cleaning of water-based machine coolant become difficult for the floor manager, for the simple reason it needs good products and practices to work out. Since we have been doing this since last decade and it becomes necessary to share the basic information we have gathered over years.
Our Products
- Oil Filtration Machines
- Hydraulic Oil Filtration Systems
- Electrostatic Liquid Cleaning (ELC) Machines
- Elc Collector-25c,50c,100c
- Low Vacuum Dehydration Unit (LVDH)
- Filter Cartridges
- Coolant Sump Cleaner
- By-Pass Filters
- Oil Transfer Unit
- Electrostatic Oil Filtration Machine
- Oil Analysis Equipment
- Contamination Cleaning Kit (CCK)
- Oil Skimmer
- Dedicated Motorised Filtration Unit
- HF series Filtration System-45LPM-54LPM
- Magnetic Oil Filtration Unit
- Highly Effective Filter Media
FEW CHALLENGES AND CONCERNS FACED WHEN TRYING TO MAINTAIN MACHINE COOLANT :
- Avoiding Skin Irritation From Dirty Coolant
- Maintaining Accurate Ph And Concentration Levels
- Skimming Or Oil Cleaning Or Removal Of Floating Oil.
- Toll On Machine Life, Stoppage Downtime
- Labor Cost
- Pumping Systems Of Coolant Tank-Even With Filters -Suffer
- Machine Tool Life Is Hampered Due Concentration Drops
- Volume Of Tank Is Fluctuating With Added Metal Chips And Accumulating Sediments
- Low Ph And Nasty Bacteria At Bottom Of Tank.
SOME SIMPLE REMEDIES :
- Seeing all above, it is sensible to maintain miscible coolant and solve above issues.
- A centralized system is easier to handle as compared to multiple sumps, though it might not be feasible for all.
- For cleaning of sump chips and swarf’s a vacuum sucker and dispenser collects chips as well as coolant, separated chips are collected in basket filter and clean coolant returned to tank.
COOLANT MIXER/DRUM MIXERS :
- To avoid guesswork when preparing fresh coolant mixers help produce the correct droplet size and disperse these droplets evenly throughout the fluid.
- Continuous recycle sump cleaner are also available as options, but again they have limitation to the ones that vacuum dry the tank completely. Their electrical consumption is 3 -4 times higher and are less effective than standard vacuum sucker and dispenser.
- For fine particles and applications like rough grinding, Aluminum sludge, Iron chips ½ inch, copper dust, fine dust of any sump tank-pneumatic driven continuous recycle sump cleaner are quite handy and due their small space requirement preferred at some machine shops.
- Tramp oil removal solves a lot of problem related to condition of metalworking fluid.
- A belt or disk skimmer will remove most of the tramp oil and dirt that collects in all machine tool sumps. To clean oil floating on coolant using skimmer is a simple and beneficial
Doing these things extends tool life, increases productivity and improves operator morale. Nobody is happy with a dirty sump. Prudent use of barcodes together with maintenance of the proper pH level (fluid concentrations can be measured with a refractometer) with weekly checks -hardness, chloride levels and pH should be monitored with test strips or an electronic meter. Doing these things extends tool life, increases productivity and improves operator morale. Nobody is happy with dirty sump
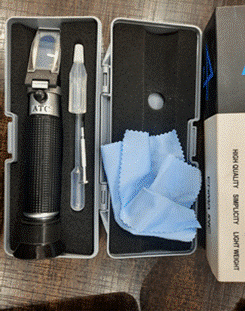
Refractometer

BEL SKIMMER

DISK SKIMMER